
031 - 65 75 40
info@techproducts.se
Different methods

History
Resistance welding, the first instance of resistance welding dates back to 1856, when James Joule, the man behind the Joule heating principle, managed to fuse and weld a bundle of copper wires by electric resistance heating.
The first resistance welding machines were used for butt welding. Elihu Thomson, in the USA, made the first welding transformer in 1886 and patented the process the following year. His transformer produced an output of 2000A at 2V open circuit voltage. Thomson later developed machines for spot welding, seam welding, projection welding and flash butt welding.
The first robots for resistance spot welding were delivered by Unimation to General Motors in 1964.
Although the method is old, continuous development is taking place. what has developed above all is the control of current, time and pressure. From being controlled by clumsy switches, mechanical timers and spring-assisted pressure, everything is now done with the help of Pneumatics and Microprocessors.
Resistance Welding Benefits
- Environmentally friendly
- Suitable for high rate production
- Low energy consumption
- No consumables
Spot welding
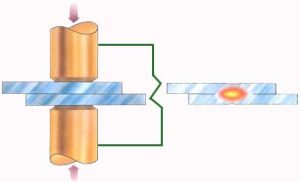 The spot welding machine is equipped with a pair of water-cooled electrodes between which the plates are pressed together during welding. When a certain pressure is reached, the current is cut off. After a certain adjusted time, a suitable welding temperature has been reached in the material between the electrodes and the current is interrupted. When the weld has cooled, the electrode pressure is released and the weld is complete. Spot welding is used for welding general structural steels. Also copper alloys, aluminium, nickel and zinc sheet can be welded.
The spot welding machine is equipped with a pair of water-cooled electrodes between which the plates are pressed together during welding. When a certain pressure is reached, the current is cut off. After a certain adjusted time, a suitable welding temperature has been reached in the material between the electrodes and the current is interrupted. When the weld has cooled, the electrode pressure is released and the weld is complete. Spot welding is used for welding general structural steels. Also copper alloys, aluminium, nickel and zinc sheet can be welded.
Projection welding
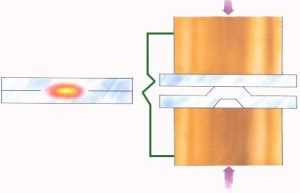 Press welding is used for joining overlapping thin sheets. The welding takes place at protruding parts (warts) in one or both parts of the workpieces. The warts can be pressed in longitudinal or circular elevations or as points. The advantage of pressure welding is that you can perform several welding steps at the same time, i.e. the method is suitable for mass production. Used, among other things, for welding fittings, nuts, grids, etc.
Press welding is used for joining overlapping thin sheets. The welding takes place at protruding parts (warts) in one or both parts of the workpieces. The warts can be pressed in longitudinal or circular elevations or as points. The advantage of pressure welding is that you can perform several welding steps at the same time, i.e. the method is suitable for mass production. Used, among other things, for welding fittings, nuts, grids, etc.
Seam welding
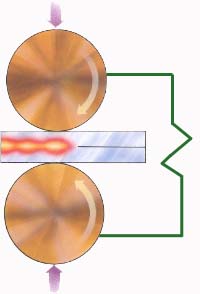 In seam welding, you have electrode rollers that feed the workpiece forward under pressure. The profile and diameter of the electrode rolls are adapted to the object to be seam welded. The points (seam) to be welded can be positioned so that a tight weld is obtained.
In seam welding, you have electrode rollers that feed the workpiece forward under pressure. The profile and diameter of the electrode rolls are adapted to the object to be seam welded. The points (seam) to be welded can be positioned so that a tight weld is obtained.
Examples of applications: Petrol tanks, stainless steel sinks, pressure tanks and radiators.
Butt welding
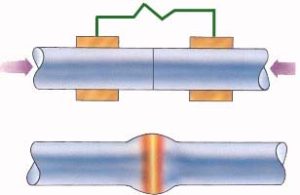 The method is used for welding together wire or rod. The ends are pressed against each other and when the current passes, the transition resistance causes the temperature to become so high that the metal changes into a plastic state and can be pressed together. The method can be used for welding thin wires with an area of 0.1 mm2 up to a rod area of approx. 150 mm2. Upward limits are determined by equipment capacity. Materials such as unalloyed steel, copper, aluminium, as well as gold and silver can be welded. Examples of applications: wire splicing in wire harnesses, welding of frames and rings.
The method is used for welding together wire or rod. The ends are pressed against each other and when the current passes, the transition resistance causes the temperature to become so high that the metal changes into a plastic state and can be pressed together. The method can be used for welding thin wires with an area of 0.1 mm2 up to a rod area of approx. 150 mm2. Upward limits are determined by equipment capacity. Materials such as unalloyed steel, copper, aluminium, as well as gold and silver can be welded. Examples of applications: wire splicing in wire harnesses, welding of frames and rings.
MFDC
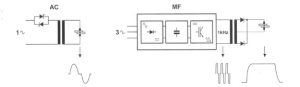 Traditional resistance welders use a single-phase transformer that supplies alternating current, the welding current is regulated by thyristors using phase shift technology. This new technology uses an inverter powered by three-phase power. Inside the inverter, the current is rectified, filtered by capacitors and transformed by an IGBT bridge into alternating current at medium frequency (1000Hz). A specific transformer equipped with a rectifier that supplies rectified welding current is used.
Traditional resistance welders use a single-phase transformer that supplies alternating current, the welding current is regulated by thyristors using phase shift technology. This new technology uses an inverter powered by three-phase power. Inside the inverter, the current is rectified, filtered by capacitors and transformed by an IGBT bridge into alternating current at medium frequency (1000Hz). A specific transformer equipped with a rectifier that supplies rectified welding current is used.
ADVANTTAGES PROVIDED BY MEDIUM FREQUENCY WELDING
The welding current is not affected by the size of the secondary circuit, ferritic material inside the secondary circuit or by variations in the supply current. The welding current is supplied continuously and constantly. The welding area is heated in a more homogeneous way, which increases the welding quality. Constant and precise welding current. Setting the welding time in milliseconds offers optimal welding time setting. Short welding times allow improved productivity and reduction of welding current used. The lifetime of the electrodes is longer and requires less maintenance, which improves productivity. The effect of this is especially noticeable when spot welding on aluminized and galvanized material. Improved weldability of materials of different types and highly conductive materials. Visually improved result due to less deformation and less penetration mark after the electrode. Reduced risk of weld spatter during the welding process. Rapid current increase means better results and solves problems with difficult-to-weld materials. Reduced electricity consumption, balanced current draw on three phases. Reduced installation costs and improved load factor (cos). Therefore, inverter technology contributes to a noticeable improvement in welding quality, extreme precision of welding parameters, a higher productivity and reduction of costs.